English
English  Español
Español  Português
Português  عربى
عربى 
Introdução
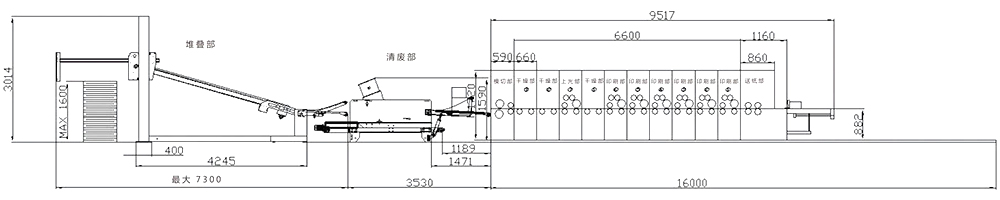
A máquina de corte e vinco com impressão flexográfica computadorizada de alta definição foi projetada com conceitos avançados da Europa e dos Estados Unidos. Ela possui uma unidade móvel, impressão por adsorção a vácuo total e é equipada com ar quente, infravermelho, UV e sistemas de secagem independentes. A seção de corte e vinco é acionada por um servomotor para controle independente, garantindo um desempenho preciso. A manutenção remota e a rápida solução de problemas estão disponíveis para uma operação eficiente.
Unidade principal
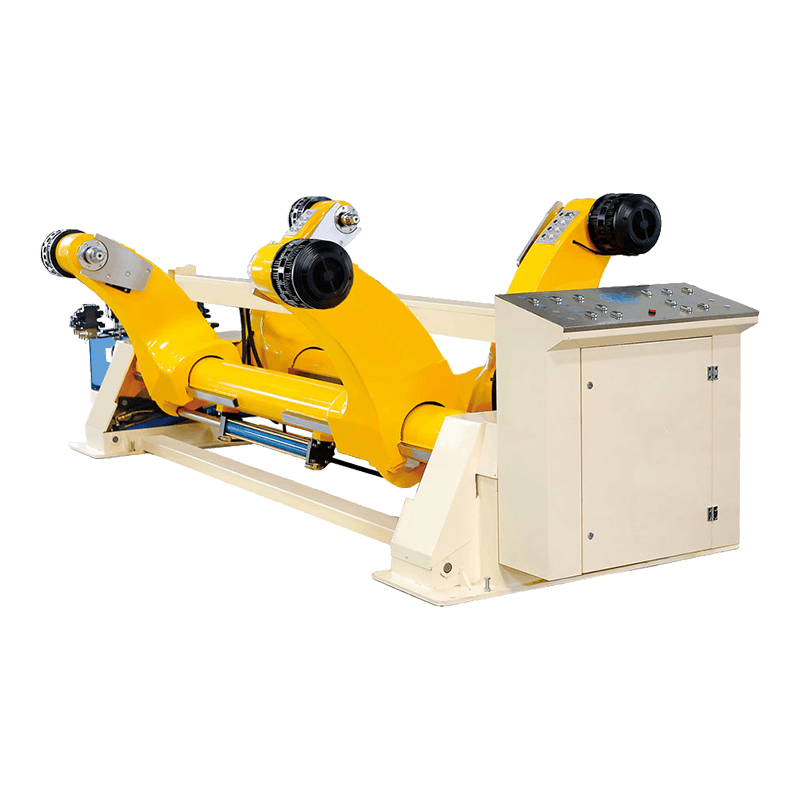
1. Unidade de alimentação:
A máquina usa um alimentador de borda de chumbo da Sun Automation com forte transferência a vácuo para uma alimentação precisa e estável.
Um sistema de remoção de poeira com uma escova e uma folha de vácuo segmentada garante uma alimentação limpa.
Um sistema de travamento automático ajusta a folga do rolo de alimentação automaticamente, com limpeza motorizada.
As guias laterais do alimentador são controladas por PLC para ajustes precisos.
O motor principal é protegido para impedir a partida se as unidades não estiverem totalmente fechadas ou travadas.
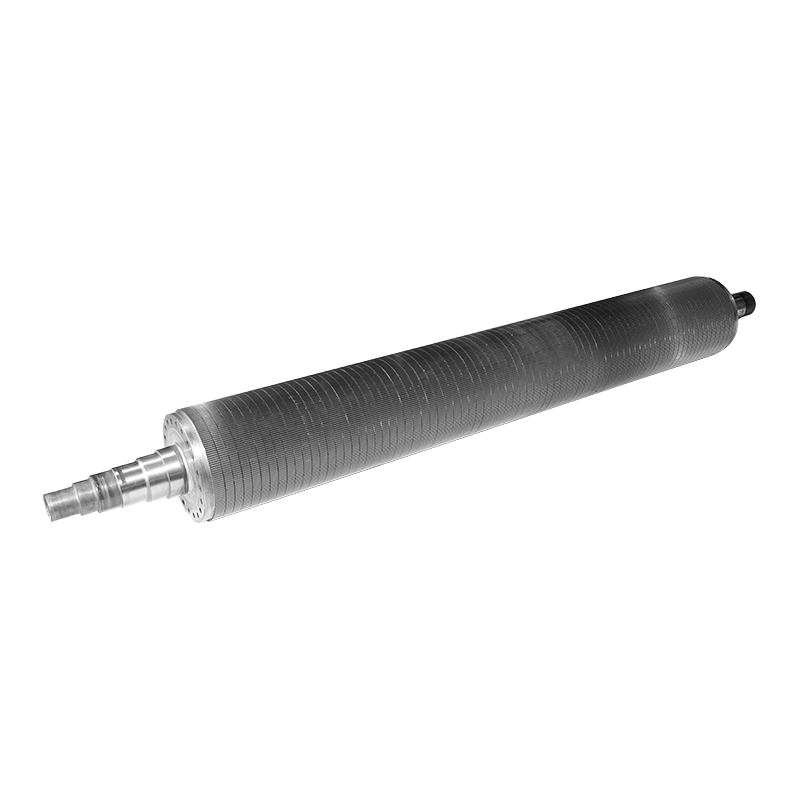
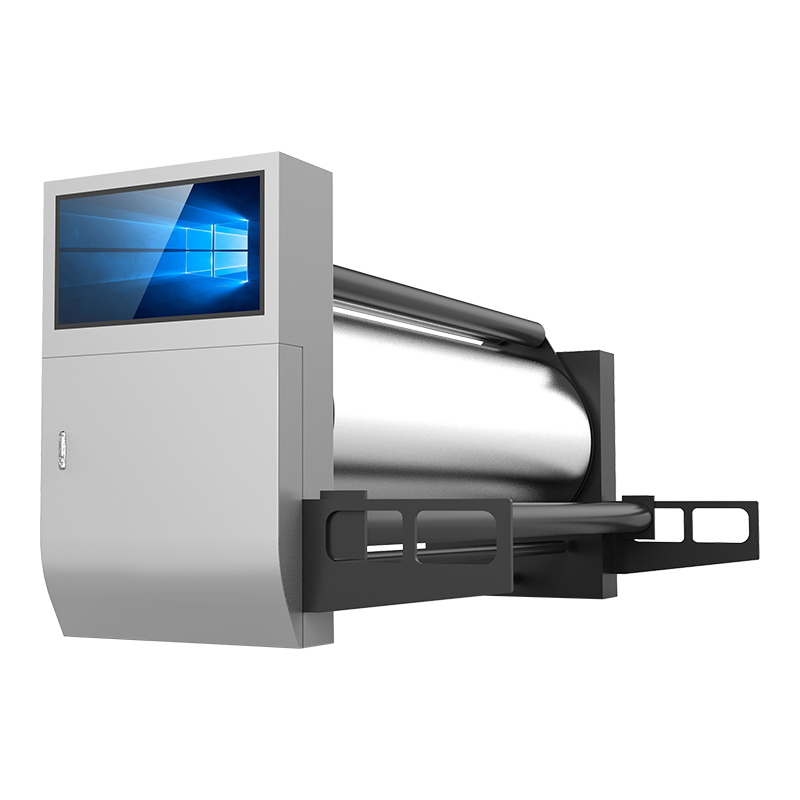
2. Unidade da impressora com unidade de transferência/revestimento a vácuo:
A impressora possui uma embreagem pneumática no rolo anilox, que:
(a) sincroniza-se com o motor principal durante a impressão,
(b) para quando a unidade está ociosa,
(c) minimiza os danos aos rolos de borracha e anilox,
(d) permite a lavagem de unidades não utilizadas durante o funcionamento da máquina.
O registro transversal é controlado digitalmente pelo motor e pelo PLC com uma faixa ajustável de ±10 mm.
A função de limpeza é automatizada para reciclagem completa da tinta, com reinicialização automática após o processo de limpeza.
Um sistema de tinta Doctor-Blade opcional está disponível para melhorar o gerenciamento da tinta.
3. Unidade de secagem:
A máquina pode ser equipada com dispositivos de secagem independentes, incluindo sistemas de ar quente, infravermelho ou UV para otimizar a eficiência da secagem.
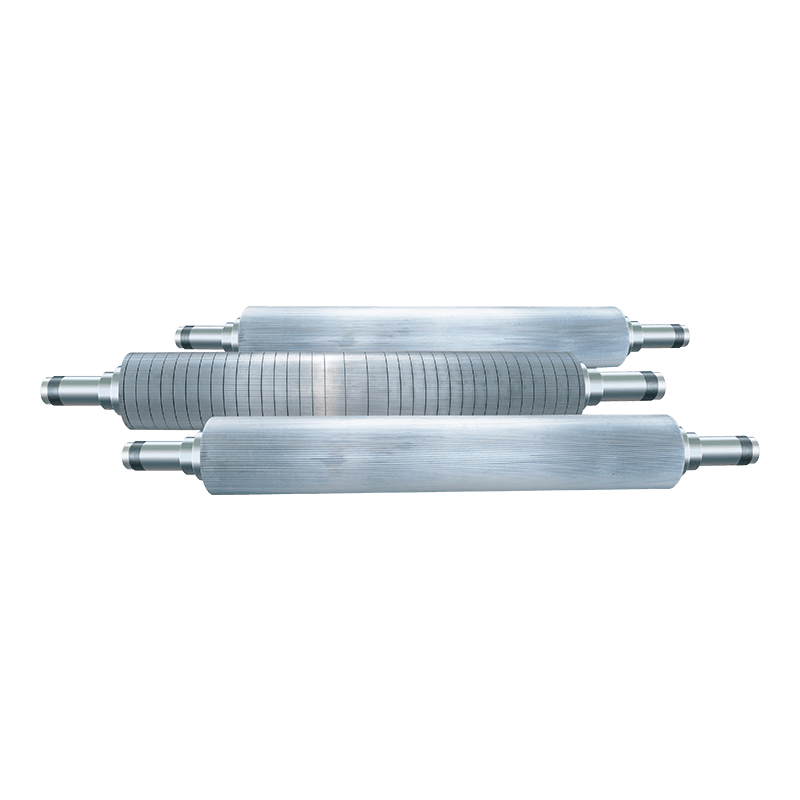
4. Unidade de corte e vinco:
O tambor da bigorna se move de um lado para o outro (oscilação de 50 mm) para um corte preciso.
O registro lateral do cilindro de corte e vinco é controlado digitalmente pelo motor e pelo PLC, com uma faixa de ±10 mm.
A velocidade do rolo de borracha da bigorna é compensada por um motor independente, com uma faixa de compensação de ±3 mm.
Um aparador de bigorna garante uma superfície plana e lisa para as tampas da bigorna.
A unidade de corte e vinco apresenta acionamento servo independente para maior controle e precisão.